304▓╗õPõōŌkĮ║═410▓╗õPõōŌkĮųąĄ─š╣ķ_ėŗ(j©¼)╦Ń
2016-5-16 10:42:14 ³c(di©Żn)ō¶Ż║
ę╗ĪóŌkĮĄ─ėŗ(j©¼)╦ŃĘĮĘ©Ė┼šō
ŌkĮ┴Ń╝■Ą─╣ż│╠Ĥ║═ŌkĮ▓─┴ŽĄ─õN╩█╔╠×ķ▒ŻūCūŅĮKš█ÅØ│╔ą═║¾┴Ń╝■╦∙Ų┌═¹Ą─│▀┤ńŻ¼Ģ■(hu©¼)└¹ė├Ė„ĘN▓╗═¼Ą─╦ŃĘ©üĒėŗ(j©¼)╦Ńš╣ķ_ĀŅæB(t©żi)Ž┬éõ┴ŽĄ─īŹ(sh©¬)ļHķL(zh©Żng)Č╚ĪŻŲõųąūŅ│Żė├Ą─ĘĮĘ©Š═╩Ū║å(ji©Żn)å╬Ą─Ī░Ų■ųĖęÄ(gu©®)ätĪ▒Ż¼╝┤╗∙ė┌Ė„ūįĮø(j©®ng)“×(y©żn)Ą─╦ŃĘ©ĪŻ═©│Ż▀@ą®ęÄ(gu©®)ätę¬┐╝æ]ĄĮ▓─┴ŽĄ─ŅÉą═┼c║±Č╚Ż¼š█ÅØĄ─░ļÅĮ║═ĮŪČ╚Ż¼ÖC(j©®)┤▓Ą─ŅÉą═║═▓Į▀M(j©¼n)╦┘Č╚Ą╚Ą╚ĪŻ
┐éĮY(ji©”)ŲüĒŻ¼╚ńĮ±▒╗ÅVĘ║▓╔╝{Ą─▌^×ķ┴„ąąĄ─ŌkĮš█ÅØ╦ŃĘ©ų„ę¬ėąā╔ĘNŻ¼ę╗ĘN╩Ū╗∙ė┌š█ÅØča(b©│)āö?sh©┤)─╦ŃĘ©Ż¼┴Ēę╗ĘN╩Ū╗∙ė┌š█ÅØ┐█│²Ą─╦ŃĘ©ĪŻ
×ķ┴╦Ė³║├Ąž└ĒĮŌį┌ŌkĮįO(sh©©)ėŗ(j©¼)Ą─ėŗ(j©¼)╦Ń▀^│╠ųąĄ─ę╗ą®╗∙▒ŠĖ┼─ŅŻ¼Ž╚┴╦ĮŌęįŽ┬Äū³c(di©Żn)Ż║
1Īóš█ÅØča(b©│)āö║═š█ÅØ┐█│²ā╔ĘN╦ŃĘ©Ą─Č©┴xŻ¼╦³éāĖ„ūį┼cīŹ(sh©¬)ļHŌkĮÄū║╬¾wĄ─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄ
2Īóš█ÅØ┐█│²╚ń║╬┼cš█ÅØča(b©│)āöŽÓī”(du©¼)æ¬(y©®ng)Ż¼▓╔ė├š█ÅØ┐█│²╦ŃĘ©Ą─ė├æ¶╚ń║╬ĘĮ▒ŃĄžīóŲõöĄ(sh©┤)ō■(j©┤)▐D(zhu©Żn)ōQĄĮš█ÅØča(b©│)āö╦ŃĘ©
3ĪóKę“ūėĄ─Č©┴xŻ¼īŹ(sh©¬)ļHųą╚ń║╬└¹ė├Kę“ūėŻ¼░³└©ė├ė┌▓╗═¼▓─┴ŽŅÉą═Ģr(sh©¬)Kę“ūėųĄĄ─▀mė├ĘČć·
Č■Īóš█ÅØča(b©│)āöĘ©
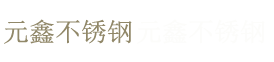
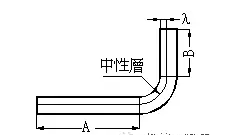
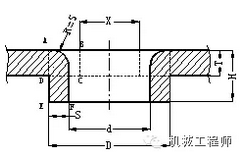
×ķĖ³║├Ąž└ĒĮŌš█ÅØča(b©│)āöŻ¼šł(q©½ng)ģóšš?q©½ng)D1ųą▒Ē╩ŠĄ─╩Ūį┌ę╗éĆ(g©©)ŌkĮ┴Ń╝■ųąĄ─å╬ę╗š█ÅØĪŻłD2╩Ūįō┴Ń╝■Ą─š╣ķ_ĀŅæB(t©żi)ĪŻ
š█ÅØča(b©│)āö╦ŃĘ©īó┴Ń╝■Ą─š╣ķ_ķL(zh©Żng)Č╚(LT)├Ķ╩÷×ķ┴Ń╝■š╣ŲĮ║¾├┐Č╬ķL(zh©Żng)Č╚Ą─║═į┘╝ė╔Žš╣ŲĮĄ─š█ÅØģ^(q©▒)ė“Ą─ķL(zh©Żng)Č╚ĪŻš╣ŲĮĄ─š█ÅØģ^(q©▒)ė“Ą─ķL(zh©Żng)Č╚ät▒╗▒Ē╩Š×ķĪ░š█ÅØča(b©│)āöĪ▒ųĄ(BA)ĪŻę“┤╦š¹éĆ(g©©)┴Ń╝■Ą─ķL(zh©Żng)Č╚Š═▒Ē╩Š×ķĘĮ│╠(1)Ż║
LT = D1 + D2 + BA (1)
š█ÅØģ^(q©▒)ė“Ż©łDųą▒Ē╩Š×ķĄŁ***Ą─ģ^(q©▒)ė“Ż®Š═╩Ū└Ēšō╔Žį┌š█ÅØ▀^│╠ųą░l(f©Ī)╔·ūāą╬Ą─ģ^(q©▒)ė“ĪŻ║å(ji©Żn)Č°čįų«Ż¼×ķ┤_Č©š╣ķ_┴Ń╝■Ą─Äū║╬│▀┤ńŻ¼ūī╬ęéā░┤ęįŽ┬▓Į¾E╦╝┐╝Ż║
1Īóīóš█ÅØģ^(q©▒)ė“Å─š█ÅØ┴Ń╝■╔ŽŪąĖŅ│÷üĒ
2Īóīó╩ŻėÓā╔Č╬ŲĮ╠╣▓┐ĘųŲĮõüĄĮę╗éĆ(g©©)ū└ūė╔Ž
3Īóėŗ(j©¼)╦Ń│÷š█ÅØģ^(q©▒)ė“į┌Ųõš╣ŲĮ║¾Ą─ķL(zh©Żng)Č╚
4Īóīóš╣ŲĮ║¾Ą─ÅØŪ·ģ^(q©▒)ė“š│ĮėĄĮā╔Č╬ŲĮ╠╣▓┐Ęųų«ķgŻ¼ĮY(ji©”)╣¹Š═╩Ū╬ęéāąĶꬥ─š╣ķ_║¾Ą─┴Ń╝■
5. K-ę“ūėĘ©
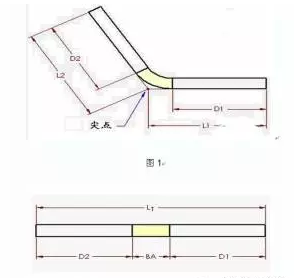
K-ę“ūė╩Ū├Ķ╩÷ŌkĮš█ÅØį┌ÅVĘ║Ą─Äū║╬ą╬ĀŅģóöĄ(sh©┤)Ūķą╬Ž┬╚ń║╬ÅØŪ·/š╣ķ_Ą─ę╗éĆ(g©©)¬Ü(d©▓)┴óųĄĪŻę▓╩Ūę╗éĆ(g©©)ė├ė┌ėŗ(j©¼)╦Ńį┌Ė„ĘN▓─┴Ž║±Č╚Īóš█ÅØ░ļÅĮ/š█ÅØĮŪČ╚Ą╚ÅVĘ║Ūķą╬Ž┬Ą─ÅØŪ·ča(b©│)āö(BA)Ą─ę╗éĆ(g©©)¬Ü(d©▓)┴óųĄĪŻłD4║═łD5īóė├ė┌Ä═ų·╬ęéā┴╦ĮŌK-ę“ūėĄ─įö╝Ü(x©¼)Č©┴xĪŻ
╬ęéā┐╔ęį┐ŽČ©į┌ŌkĮ┴Ń╝■Ą─▓─┴Ž║±Č╚ųą┤µį┌ų°ę╗éĆ(g©©)ųąąįīė╗“▌SŻ¼ŌkĮ╝■╬╗ė┌ÅØŪ·ģ^(q©▒)ė“ųąĄ─ųąąįīėųąĄ─ŌkĮ▓─┴Ž╝╚▓╗╔ņš╣ę▓▓╗ē║┐sŻ¼ę▓Š═╩Ūį┌š█ÅØģ^(q©▒)ė“ųą╬©ę╗▓╗ūāą╬Ą─ĄžĘĮĪŻį┌łD4║═łD5ųą▒Ē╩Š×ķĘ█╝tģ^(q©▒)ė“║═╦{(l©ón)╔½ģ^(q©▒)ė“Ą─Į╗Įń▓┐ĘųĪŻį┌š█ÅØ▀^│╠ųąŻ¼Ę█╝tģ^(q©▒)ė“Ģ■(hu©¼)▒╗ē║┐sŻ¼Č°╦{(l©ón)╔½ģ^(q©▒)ė“ätĢ■(hu©¼)čė╔ņĪŻ╚ń╣¹ųąąįŌkĮīė▓╗ūāą╬Ż¼─Ū├┤╠Äė┌š█ÅØģ^(q©▒)ė“Ą─ųąąįīėłA╗ĪĄ─ķL(zh©Żng)Č╚į┌ŲõÅØŪ·║═š╣ŲĮĀŅæB(t©żi)Ž┬Č╝╩ŪŽÓ═¼Ą─ĪŻ╦∙ęįŻ¼BA(š█ÅØča(b©│)āö)Š═æ¬(y©®ng)įōĄ╚ė┌ŌkĮ╝■Ą─ÅØŪ·ģ^(q©▒)ė“ųąųąąįīėĄ─łA╗ĪĄ─ķL(zh©Żng)Č╚ĪŻįōłA╗Īį┌łD4ųą▒Ē╩Š×ķŠG╔½ĪŻŌkĮųąąįīėĄ─╬╗ų├╚ĪøQė┌╠žČ©▓─┴ŽĄ─ī┘ąį╚ńčėš╣ąįĄ╚ĪŻ╝┘įO(sh©©)ųąąįŌkĮīėļx▒Ē├µĄ─ŠÓļx×ķĪ░tĪ▒Ż¼╝┤Å─ŌkĮ┴Ń╝■▒Ē├µ═∙║±Č╚ĘĮŽ“▀M(j©¼n)╚ļŌkĮ▓─┴ŽĄ─╔ŅČ╚×ķtĪŻę“┤╦Ż¼ųąąįŌkĮīėłA╗ĪĄ─░ļÅĮ┐╔ęį▒Ē╩Š×ķ(R+t).└¹ė├▀@éĆ(g©©)▒Ē▀_(d©ó)╩Į║═š█ÅØĮŪČ╚Ż¼ųąąįīėłA╗ĪĄ─ķL(zh©Żng)Č╚(BA)Š═┐╔ęį▒Ē╩Š×ķŻ║
BA = Pi**(R+T)A/180
×ķ║å(ji©Żn)╗»▒Ē╩ŠŌkĮųąąįīėĄ─Č©┴xŻ¼═¼Ģr(sh©¬)┐╝æ]▀mė├ė┌╦∙ėą▓─┴Ž║±Č╚Ż¼ę²╚ļk-ę“ūėĄ─Ė┼─ŅĪŻŠ▀¾wČ©┴x╩ŪŻ║K-ę“ūėŠ═╩ŪŌkĮĄ─ųąąįīė╬╗ų├║±Č╚┼cŌkĮ┴Ń╝■▓─┴Žš¹¾w║±Č╚Ą─▒╚ųĄŻ¼╝┤Ż║
K = t/T
ę“┤╦Ż¼KĄ─ųĄ┐é╩ŪĢ■(hu©¼)į┌0║═1ų«ķgĪŻę╗éĆ(g©©)k-ę“ūė╚ń╣¹×ķ0.25Ą─įÆŠ═ęŌ╬Čų°ųąąįīė╬╗ė┌┴Ń╝■ŌkĮ▓─┴Ž║±Č╚Ą─25%╠ÄŻ¼═¼śė╚ń╣¹╩Ū0.5Ż¼ätęŌ╬Čų°ųąąįīė╝┤╬╗ė┌š¹éĆ(g©©)║±Č╚50%Ą─ĄžĘĮŻ¼ęį┤╦ŅÉ═ŲĪŻŠC║Žęį╔Žā╔éĆ(g©©)ĘĮ│╠Ż¼╬ęéā┐╔ęįĄ├ĄĮęįŽ┬Ą─ĘĮ│╠(8)Ż║
BA = Pi(R+K*T)A/180 (8)
ŲõųąÄūéĆ(g©©)ųĄ╚ńAĪóR║═TČ╝╩Ūė╔īŹ(sh©¬)ļHĄ─Äū║╬ą╬ĀŅ┤_Č©Ą─ĪŻ╦∙ęį╗žĄĮįŁüĒĄ─å¢Ņ}Ż¼K-ę“ūėĄĮĄūÅ─║╬Č°üĒŻ┐═¼śėŻ¼╗ž┤▀Ć╩Ū─ŪÄūéĆ(g©©)└ŽĄ─üĒį┤Ż¼╝┤ŌkĮ▓─┴Ž╣®æ¬(y©®ng)╔╠Īóįć“×(y©żn)öĄ(sh©┤)ō■(j©┤)ĪóĮø(j©®ng)“×(y©żn)Īó╩ųāį(c©©)Ą╚ĪŻĄ½╩ŪŻ¼į┌ėąą®ŪķørŽ┬Ż¼ĮoČ©Ą─ųĄ┐╔─▄▓╗╩Ū├„’@Ą─KŻ¼ę▓┐╔─▄▓╗═Ļ╚½▒Ē▀_(d©ó)×ķĘĮ│╠(8)Ą─ą╬╩ĮŻ¼Ą½¤ošō╚ń║╬Ż¼╝┤╩╣▒Ē▀_(d©ó)ą╬╩Į▓╗═Ļ╚½ę╗śėŻ¼╬ęéāę▓┐é╩Ū─▄ō■(j©┤)┤╦šęĄĮ╦³éāų«ķgĄ─┬ō(li©ón)ŽĄĪŻ
└²╚ńŻ¼╚ń╣¹į┌─│ą®╩ųāį(c©©)╗“╬─½I(xi©żn)ųą├Ķ╩÷ųąąį▌SŻ©īėŻ®×ķĪ░Č©╬╗į┌ļxŌk┴Ž▒Ē├µ0.445x▓─┴Ž║±Č╚Ī▒Ą─ĄžĘĮŻ¼’@╚╗▀@Š═┐╔ęį└ĒĮŌ×ķKę“ūė×ķ0.445Ż¼╝┤K=0.445ĪŻ▀@śė╚ń╣¹īóKĄ─ųĄ┤·╚ļĘĮ│╠(8)║¾ät┐╔ęįĄ├ĄĮęįŽ┬╦Ń╩ĮŻ║
BA = A (0.01745R + 0.00778T)
╚ń╣¹ė├┴Ēę╗ĘNĘĮĘ©Ė─įņę╗Ž┬ĘĮ│╠(8)Ż¼░čŲõųąĄ─│Ż┴┐ėŗ(j©¼)╦Ń│÷ĮY(ji©”)╣¹Ż¼═¼Ģr(sh©¬)▒Ż┴¶ūĪ╦∙ėąĄ─ūā┴┐Ż¼ät┐╔Ą├ĄĮŻ║
BA = A (0.01745 R + 0.01745 K*T)
▒╚▌^ę╗Ž┬ęį╔ŽĄ─ā╔éĆ(g©©)ĘĮ│╠Ż¼╬ęéā║▄╚▌ęūĄ├ĄĮŻ║0.01745xK=0.00778,īŹ(sh©¬)ļH╔Žę▓║▄╚▌ęūėŗ(j©¼)╦Ń│÷K=0.445ĪŻ
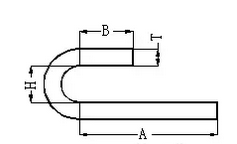
ūą╝Ü(x©¼)ĄžčąŠ┐║¾Ą├ų¬Ż¼į┌SolidWorksŽĄĮy(t©»ng)ųą▀Ć╠ß╣®┴╦ęįŽ┬ÄūŅÉ╠žČ©▓─┴Žį┌š█ÅØĮŪ×ķ90Č╚Ģr(sh©¬)Ą─š█ÅØča(b©│)āö╦ŃĘ©Ż¼Š▀¾wėŗ(j©¼)╦Ń╣½╩Į╚ńŽ┬Ż║
▄ø³SŃ~╗“▄øŃ~▓─┴ŽŻ║BA = (0.55 * T) + (1.57 * R)
░ļė▓Ń~╗“³SŃ~Īó▄øõō║═õXĄ╚▓─┴ŽŻ║BA = (0.64 * T) + (1.57 * R)
ŪÓŃ~Īóė▓Ń~Īó└õ▄łõō║═ÅŚ╗╔õōĄ╚▓─┴ŽŻ║BA = (0.71 * T) + (1.57 * R)
īŹ(sh©¬)ļH╔Ž╚ń╣¹╬ęéā║å(ji©Żn)╗»ę╗Ž┬ĘĮ│╠(7)Ż¼īóš█ÅØĮŪįO(sh©©)×ķ90Č╚Ż¼│Ż┴┐ėŗ(j©¼)╦Ń│÷üĒŻ¼─Ū├┤ĘĮ│╠Š═┐╔ūāōQ×ķŻ║
BA = (1.57 * K * T) + (1.57 *R)
╦∙ęįŻ¼ī”(du©¼)▄ø³SŃ~╗“▄øŃ~▓─┴ŽŻ¼ī”(du©¼)▒╚╔Ž├µĄ─ėŗ(j©¼)╦Ń╣½╩Į╝┤┐╔Ą├ĄĮ1.57xK = 0.55Ż¼K=0.55/1.57=0.35ĪŻ═¼śėĄ─ĘĮĘ©║▄╚▌ęūėŗ(j©¼)╦Ń│÷Ģ°ųą┴ą┼eĄ─ÄūŅÉ▓─┴ŽĄ─k-ę“ūėųĄŻ║
▄ø³SŃ~╗“▄øŃ~▓─┴ŽŻ║K = 0.35
░ļė▓Ń~╗“³SŃ~Īó▄øõō║═õXĄ╚▓─┴ŽŻ║K = 0.41
ŪÓŃ~Īóė▓Ń~Īó└õ▄łõō║═ÅŚ╗╔õōĄ╚▓─┴ŽŻ║K = 0.45
Ū░├µęčĮø(j©®ng)ėæšō▀^Ż¼ėąČÓĘN½@╚ĪK-ę“ūėĄ─üĒį┤╚ńŌkĮ▓─┴Ž╣®æ¬(y©®ng)╔╠Ż¼įć“×(y©żn)öĄ(sh©┤)ō■(j©┤)Ż¼Įø(j©®ng)“×(y©żn)║═╩ųāį(c©©)Ą╚ĪŻ╚ń╣¹╬ęéāę¬ė├K-ę“ūėĄ─ĘĮĘ©Į©┴ó╬ęéāĄ─ŌkĮ─Żą═Ż¼╬ęéāŠ═▒žĒÜšęĄĮØMūŃ╣ż│╠ąĶŪ¾Ą─K-ę“ūėųĄĄ─š²┤_üĒį┤Ż¼Å─Č°Ą├ĄĮ═Ļ╚½ØMūŃ╦∙Ų┌═¹Š½Č╚Ą─╬’└Ē┴Ń╝■ĮY(ji©”)╣¹ĪŻ
į┌ę╗ą®ŪķørŽ┬Ż¼ę“?y©żn)ķę¬▀mæ¬(y©®ng)┐╔─▄║▄ÅVĘ║Ą─š█ÅØŪķą╬Ż¼āH┐┐▌ö╚ļå╬ę╗Ą─öĄ(sh©┤)ūų╝┤╩╣ė├å╬ę╗Ą─K-ę“ūėĘĮĘ©┐╔─▄¤oĘ©Ą├ĄĮūŃē“£╩(zh©│n)┤_Ą─ĮY(ji©”)╣¹ĪŻ▀@ĘNŪķørŽ┬Ż¼×ķ┴╦½@Ą├Ė³×ķ£╩(zh©│n)┤_Ą─ĮY(ji©”)╣¹Ż¼æ¬(y©®ng)įōī”(du©¼)š¹éĆ(g©©)┴Ń╝■Ą─å╬éĆ(g©©)š█ÅØų▒Įė╩╣ė├BAųĄŻ¼╗“š▀╩╣ė├š█ÅØ▒Ē├Ķ╩÷š¹éĆ(g©©)ĘČć·ā╚(n©©i)▓╗═¼Ą─AĪóRĪóTĄ─╦∙ī”(du©¼)æ¬(y©®ng)Ą─▓╗═¼BAĪóBD╗“K-ę“ūėųĄĄ╚ĪŻ
į┌RĪ┘0Ż¼ ”╚=90ĪŃĢr(sh©¬)Ż╗Ą─š█ÅØŽĄöĄ(sh©┤)┴ą▒ĒŻ║Ż©å╬╬╗Ż║mmŻ®
|
░Õ▓─Ī²/░Õ║±Ī· |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3.0 |
4.0 |
|
└õ░Õ |
1.5 |
1.8 |
2.1 |
2.5 |
3.2 |
4.0 |
4.7 |
6.2 |
|
õX░Õ |
Ī¬ |
1.5 |
1.9 |
2.3 |
3.1 |
3.8 |
4.4 |
6.1 |
ūóęŌŻ║š█ÅØŽĄöĄ(sh©┤)▓╗╩ŪĮ^ī”(du©¼)Ą─Ż¼Ė„╝ė╣ż╣żÅSĄ─ŌkĮ╣ż╦ć╣ż│╠ĤĢ■(hu©¼)Ė∙ō■(j©┤)╦∙ė├GB▓─┴Žęį╝░╝ė╣żÖC(j©®)Ų„Č°┬įėą╬ó╚§ūā╗»ĪŻ
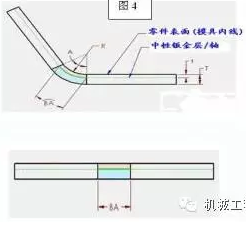
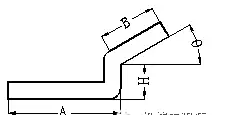
╚².š╣ķ_ėŗ(j©¼)╦ŃĘĮĘ©
|
ę╗░Ńš█ÅØ1 (R=0, ”╚=90ĪŃ):
1. «ö(d©Īng)0 2. ī”(du©¼)ė┌ĶF▓─ (╚ńGI®pSGCC®pSECC®pCRS®pSPTE®pSUSĄ╚):
(1) «ö(d©Īng)0.3 (2) «ö(d©Īng)1.5©QT<2.5Ģr(sh©¬), L =0.35T (3) «ö(d©Īng) T©R2.5Ģr(sh©¬), L =0.3T 3. ī”(du©¼)ė┌Ųõ╦³ėą╔½Įī┘▓─┴Ž (╚ńAl®pCuĄ╚): «ö(d©Īng) T>0.3Ģr(sh©¬), L =0.4T |
|
|
ę╗░Ńš█ÅØ2 (RĪ┘0, ”╚=90ĪŃ): «ö(d©Īng)ė├š█ĄČ╝ė╣żĢr(sh©¬): 1. «ö(d©Īng)R©Q2.0Ģr(sh©¬), ░┤R=0╠Ä└Ē. LĪ»= L+2R (L×ķR=0Ģr(sh©¬)LųĄ) 2. «ö(d©Īng)R>2.0Ģr(sh©¬), ░┤įŁųĄ╠Ä└Ē. (1) «ö(d©Īng)T<1.5Ģr(sh©¬), L = PI*(R+0.5*T)/2 (2) «ö(d©Īng)1.5©QTĢr(sh©¬), L = PI*(R+0.4*T)/2 |
|
|
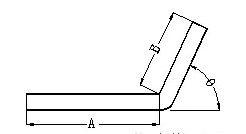
ę╗░Ńš█ÅØ 3 (R=0, ”╚Ī┘90ĪŃ): 1. «ö(d©Īng)TĪĻ0.3 Ģr(sh©¬), LĪ»=0 2. «ö(d©Īng)T$0.3Ģr(sh©¬), LĪ»= (u / 90) * L ūó: L×ķ”╚=90ĪŃĢr(sh©¬)Ą─ča(b©│)āö┴┐. |
|
|
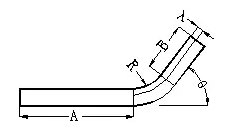
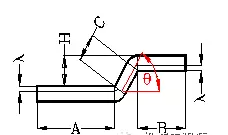
ę╗░Ńš█ÅØ4 (RĪ┘0 , ”╚Ī┘90ĪŃ): «ö(d©Īng)ė├š█ĄČ╝ė╣żĢr(sh©¬): 1. «ö(d©Īng)R<2.0Ģr(sh©¬), ░┤R=0╠Ä└Ē. LĪ»=”╚/90* L +2*R*TAN(”╚/2) ūó: L×ķ”╚=90ĪŃĢr(sh©¬)Ą─ča(b©│)āö┴┐. 2 «ö(d©Īng)R>2.0Ģr(sh©¬), ░┤įŁųĄ╠Ä└Ē. (1). «ö(d©Īng)TĪķ1.5 Ģr(sh©¬), LĪ»=”╚*PI*(R+0.5*T)/180 (2). «ö(d©Īng)T/1.5Ģr(sh©¬), LĪ»=”╚*PI*(R+0.4T)/180 |
|
|
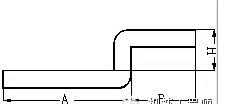
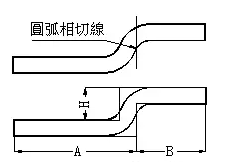
Zš█1 (ų▒▀ģČ╬▓Ņ): śėŲĘĘĮ╩ĮųŲū„š╣ķ_ĘĮĘ©: 1. «ö(d©Īng)H/5TĢr(sh©¬), Ęųā╔┤╬│╔ą═Ģr(sh©¬), ░┤ā╔éĆ(g©©)90ĪŃš█ÅØėŗ(j©¼)╦Ń. 2.«ö(d©Īng)HĪķ5TĢr(sh©¬), ę╗┤╬│╔ą═, (1). ╚¶R=0,ätLĪ»=L; (2). ╚¶RĪ┘0,Ūęų╗ėąę╗ā╚(n©©i)ĮŪ▓╗×ķ┴Ń,ätLĪ»=L+2R; (3). ╚¶RĪ┘0,Ūęā╔ā╚(n©©i)ĮŪČ╝▓╗×ķ┴Ń,ätLĪ»=L+4R. ūó: LųĄę└ĖĮ╝■ę╗ųąģóöĄ(sh©┤)╚ĪųĄ. |
|
|
Zš█2 (ĘŪŲĮąąų▒▀ģČ╬▓Ņ): š╣ķ_ĘĮĘ©┼cŲĮąąų▒▀ģZš█ĘĮĘ©ŽÓ═¼ (╚ń╔ŽÖ┌), Ė▀Č╚H╚ĪųĄęŖłD╩Š. ūó:ī”(du©¼)ė┌ĘŪų▒ĮŪš█ÅØ,╚¶RĪ┘0,ča(b©│)āö┴┐æ¬(y©®ng)╝ė╔ŽĄ─╩Ū2*R*TAN(”╚/2) |
|
|
Zš█3 (ą▒▀ģČ╬▓Ņ): 1. «ö(d©Īng)HĪķ2TĢr(sh©¬) j«ö(d©Īng)”╚©Q70ĪŃĢr(sh©¬),░┤Zš█1(ų▒▀ģČ╬▓Ņ)Ą─ĘĮ╩Įėŗ(j©¼)╦Ń, (┤╦Ģr(sh©¬)L=0.2). k«ö(d©Īng)”╚>70ĪŃĢr(sh©¬)═Ļ╚½░┤Zš█1(ų▒▀ģČ╬▓Ņ)Ą─ĘĮ╩Įėŗ(j©¼)╦Ń 2. «ö(d©Īng)H/2TĢr(sh©¬), ░┤ā╔Č╬š█ÅØš╣ķ_(R=0 ”╚Ī┘90ĪŃ). |
|
|
Zš█4(▀^Č╔Č╬×ķā╔łA╗ĪŽÓŪą):
1. H©Q2T Č╬▓Ņ▀^Č╔╠Ä×ķĘŪų▒ŠĆČ╬×ķā╔łA╗ĪŽÓŪąš╣ķ_Ģr(sh©¬),ät╚Īā╔łA╗ĪŽÓŪą³c(di©Żn)╠Äū„┤╣ŠĆ,ęį▒ŻūC╣╠Č©▀ģ│▀┤ńŲ½ęŲęįę╗éĆ(g©©)┴Ž║±╠Ä└Ē,╚╗║¾░┤Zš█1(ų▒▀ģČ╬▓Ņ)ĘĮ╩Įš╣ķ_ 2. H>2T,šł(q©½ng)╩Š║¾į┘ąą╠Ä└Ē |
|
|
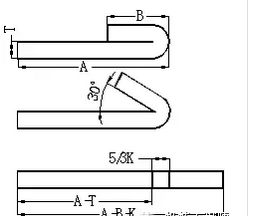
Ę┤š█ē║ŲĮ: L=1.6T 1. ē║ŲĮĄ─Ģr(sh©¬)║“, ┐╔ęĢīŹ(sh©¬)ļHĄ─Ūķør┐╝æ]╩Ūʱį┌š█ÅØŪ░ē║ŠĆ, ē║ŠĆ╬╗ų├×ķš█ÅØūāą╬ģ^(q©▒)ųą▓┐. 2. Ę┤š█ē║ŲĮę╗░ŃĘųā╔▓Į▀M(j©¼n)ąą: Ž╚Vš█30ĪŃ, į┘Ę┤š█ē║ŲĮ. ╣╩į┌ū„š╣ķ_łDš█ÅØŠĆĢr(sh©¬), ĒÜ░┤30ĪŃš█ÅØŠĆ«ŗ, ╚ńłD╦∙╩Š: |
|
|
Nš█: 1. «ö(d©Īng)Nš█╝ė╣żĘĮ╩Į×ķē|Ų¼Ę┤š█ē║ŲĮ,LųĄę└ĖĮ╝■ę╗ųąģóöĄ(sh©┤)╚ĪųĄ. 2. «ö(d©Īng)Nš█ęįŲõ╦³ĘĮ╩Į╝ė╣żĢr(sh©¬), š╣ķ_╦ŃĘ©ģóęŖ Ī░ę╗░Ńš█ÅØ4 (RĪ┘0, ”╚Ī┘90ĪŃ)Ī▒. 3. ╚ń╣¹š█ÅØ╠Ä×ķų▒▀ģ (HČ╬), ät░┤ā╔┤╬š█ÅØ│╔ą╬ėŗ(j©¼)╦Ń: LĪ»= 2L (LųĄ╚Ī90ĪŃš█ÅØūāą╬ģ^(q©▒)īÆČ╚). |
|
|
│ķ┐ū
│ķ┐ū│▀┤ńėŗ(j©¼)╦ŃįŁ└Ē×ķ¾wĘe▓╗ūā?c©©)Ł└?/strong>,╝┤│ķ┐ūŪ░║¾▓─┴Ž¾wĘe▓╗ūā;ę╗░Ń│ķ┐ū ,░┤Ž┬┴ą╣½╩Įėŗ(j©¼)╦Ń, ╩ĮųąģóöĄ(sh©┤)ęŖėęłD (įO(sh©©)ŅA(y©┤)ø_┐ū×ķX, ▓ó╝ė╔Žą▐š²ŽĄöĄ(sh©┤)©C0.1):
1. ╚¶│ķ┐ū×ķ│ķč└┐ū(│ķ┐ū║¾╣źč└), ätS░┤Ž┬┴ąįŁät╚ĪųĄ: T©Q0.5Ģr(sh©¬)╚ĪS=100%T
0.5 T©R0.8Ģr(sh©¬)╚ĪS=65%T ę╗░Ń│ŻęŖ│ķč└ŅA(y©┤)ø_┐ū░┤ĖĮ╝■ę╗╚ĪųĄ 2. ╚¶│ķ┐ūė├üĒŃT║Ž, ät╚ĪS=50%T, H=T+TĪ»+0.4 (ūó: TĪ»╩Ū┼cų«ŽÓŃT║ŽĄ─░Õ║±, │ķ┐ū┼c╔½└Ł┐ūų«ķgŽČ×ķå╬▀ģ0.10~0.15) 3. ╚¶įŁłDųą│ķ┐ū╬┤ū„╚╬║╬ś╦(bi©Īo)ūR(sh©¬)┼cś╦(bi©Īo)ūó, ät▒ŻūC│ķ┐ū║¾ā╚(n©©i)═ŌÅĮ│▀┤ń; 4. «ö(d©Īng)ŅA(y©┤)ø_┐ūÅĮėŗ(j©¼)╦ŃųĄąĪė┌1.0Ģr(sh©¬), ę╗┬╔╚Ī1.0 |
|
Ųõ╦³ģó┐╝Ż║
ę╗.└õ▄łõō░ÕSPCC(ļŖÕāõ\░ÕSECC)
|
░Õ║±Ī· |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3.0 |
3.5 |
4.0 |
||||||||||||||
|
ĮŪČ╚Ī² |
|||||||||||||||||||||||
|
90ĪŃ |
1.4 |
||||||||||||||||||||||
|
120ĪŃ |
0.7 |
||||||||||||||||||||||
|
150ĪŃ |
0.2 |
||||||||||||||||||||||
|
90ĪŃ |
1.5 |
1.7 |
2.0 |
||||||||||||||||||||
|
120ĪŃ |
0.7 |
0.86 |
1.0 |
||||||||||||||||||||
|
150ĪŃ |
0.2 |
0.3 |
0.4 |
||||||||||||||||||||
|
90ĪŃ |
1.6 |
1.8 |
2.1 |
2.4 |
|||||||||||||||||||
|
120ĪŃ |
0.8 |
0.9 |
1.0 |
||||||||||||||||||||
|
150ĪŃ |
0.3 |
0.3 |
0.3 |
||||||||||||||||||||
|
90ĪŃ |
1.6 |
1.9 |
2.2 |
2.5 |
|||||||||||||||||||
|
30ĪŃ |
0.3 |
0.34 |
0.4 |
0.5 |
|||||||||||||||||||
|
45ĪŃ |
0.6 |
0.7 |
0.8 |
1.0 |
|||||||||||||||||||
|
60ĪŃ |
1.0 |
1.1 |
1.3 |
1.5 |
|||||||||||||||||||
|
120ĪŃ |
0.8 |
0.9 |
1.1 |
1.3 |
|||||||||||||||||||
|
150ĪŃ |
0.3 |
0.3 |
0.2 |
0.5 |
|||||||||||||||||||
|
90ĪŃ |
2.7 |
3.2 |
|||||||||||||||||||||
|
120ĪŃ |
1.3 |
1.6 |
|||||||||||||||||||||
|
150ĪŃ |
0.5 |
0.5 |
|||||||||||||||||||||
|
90ĪŃ |
2.8 |
3.4 |
4.1 |
||||||||||||||||||||
|
30ĪŃ |
0.5 |
0.6 |
0.7 |
||||||||||||||||||||
|
45ĪŃ |
1.0 |
1.3 |
1.5 |
||||||||||||||||||||
|
60ĪŃ |
1.7 |
2 |
2.4 |
||||||||||||||||||||
|
120ĪŃ |
1.4 |
1.7 |
2.0 |
||||||||||||||||||||
|
150ĪŃ |
0.5 |
0.6 |
0.7 |
||||||||||||||||||||
|
90ĪŃ |
4.3 |
4.7 |
|||||||||||||||||||||
|
120ĪŃ |
2.1 |
||||||||||||||||||||||
|
150ĪŃ |
0.7 |
||||||||||||||||||||||
|
90ĪŃ |
4.5 |
5.0 |
|||||||||||||||||||||
|
120ĪŃ |
2.2 |
||||||||||||||||||||||
|
150ĪŃ |
0.8 |
||||||||||||||||||||||
|
90ĪŃ |
4.6 |
6.2 |
|||||||||||||||||||||
|
120ĪŃ |
2.3 |
||||||||||||||||||||||
|
150ĪŃ |
0.8 |
||||||||||||||||||||||
|
90ĪŃ |
4.8 |
5.1 |
6.6 |
||||||||||||||||||||
|
120ĪŃ |
2.3 |
3.3 |
|||||||||||||||||||||
|
150ĪŃ |
0.8 |
1.1 |
|||||||||||||||||||||
|
90ĪŃ |
5.7 |
6.4 |
7.0 |
||||||||||||||||||||
|
120ĪŃ |
2.8 |
3.1 |
3.4 |
||||||||||||||||||||
|
150ĪŃ |
1.0 |
1.0 |
1.2 |
||||||||||||||||||||
|
90ĪŃ |
7.5 |
||||||||||||||||||||||
|
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
||||||||||||||
|
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
||||||||||||||
|
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
Ī¬ |
||||||||||||||
Č■.ē║ŃT┬▌╝■Ąū┐ū│▀┤ń▒Ē
1.ē║ŃT┬▌─Ėų∙
|
ą═╠¢(h©żo) |
┤·╠¢(h©żo) |
Ąū┐ū│▀┤ń(mm) |
|
M3Ī┴0.5 |
(B)SO(O)(S)-M3-H |
5.4 |
|
M3Ī┴0.5 |
(B)SO(O)(S)-3.5M3-H |
5.4 |
|
M4Ī┴0.7 |
(B)SO(O)(S)-M4-H |
6.0 |
|
M4Ī┴0.7 |
(B)SO(O)(S)-3.5M4-H |
7.2 |
|
M5Ī┴0.8 |
(B)SO(O)(S)-M5-H |
7.2 |
|
M6Ī┴1.0 |
(B)SO(O)(S)-M6-H |
8.7 |
ūóŻ║SO SOS ×ķ═©┐ū▓╗═©č└Ż¼SOO SOOS ×ķ═©┐ū═©č└Ż¼╝ėB×ķ▓╗═©┐ūŻ¼
╝ėS×ķ▓╗õPõō▓─┴ŽŻ¼H×ķ┬▌─Ėų∙Ą─Ė▀Č╚ĪŻ
2.ē║ŃT┬▌─Ė
|
ą═╠¢(h©żo) |
┤·╠¢(h©żo) |
Ąū┐ū│▀┤ń(mm) |
|
M2Ī┴0.4 |
S(CLS)-M2-A |
4.2 |
|
M2.5Ī┴0.45 |
S(CLS)-M2.5-A |
4.2 |
|
M3Ī┴0.5 |
S(CLS)-M3-A |
4.2 |
|
M4Ī┴0.7 |
S(CLS)-M4-A |
5.4 |
|
M5Ī┴0.8 |
S(CLS)-M5-A |
6.4 |
|
M6Ī┴1.0 |
S(CLS)-M6-A |
8.7 |
ūóŻ║CLS×ķ▓╗õPõō▓─┴ŽŻ¼S×ķŲš═©A3õōŻ¼A×ķ┬▌─Ė▀mė├░Õ║±▓─┤·╠¢(h©żo)ĪŻ
3.Ķé?c©©)ļ┬▌─?/span>
|
ą═╠¢(h©żo) |
┤·╠¢(h©żo) |
Ąū┐ū│▀┤ń(mm) |
|
M2Ī┴0.4 |
F(S)-M2-A |
4.3 |
|
M2.5Ī┴0.45 |
F(S)-M2.5-A |
4.3 |
|
M3Ī┴0.5 |
F(S)-M3-A |
4.3 |
|
M4Ī┴0.7 |
F(S)-M4-A |
7.4 |
|
M5Ī┴0.8 |
F(S)-M5-A |
7.9 |
|
M6Ī┴1.0 |
F(S)-M6-A |
8.7 |
ūóŻ║╝ėS×ķ▓╗õPõō▓─┴ŽŻ¼A×ķ┬▌─Ė▀mė├░Õ║±┤·╠¢(h©żo)ĪŻ
4.ØqŃT┬▌─Ė
|
ą═╠¢(h©żo) |
┤·╠¢(h©żo) |
Ąū┐ū│▀┤ń(mm) |
|
M3Ī┴0.5 |
Z-(S)-M3-1.2(1.5,2.0) |
5.0 |
|
M4Ī┴0.7 |
Z-(S)-M4-1.2(1.5,2.0) |
6.0 |
|
M5Ī┴0.8 |
Z-(S)-M5-1.2(1.5,2.0) |
8.0 |
|
M6Ī┴1.0 |
Z-(S)-M6-1.2(1.5,2.0) |
9.0 |
|
M8Ī┴1.25 |
Z-(S)-M8-1.2(1.5,2.0) |
11.0 |
ūóŻ║╝ėS×ķ▓╗õPõō▓─┴ŽŻ¼1.2Īó1.5Īó2.0×ķ│Żė├▀mė├░Õ║±ĪŻ
5.ē║ŃT┬▌ßö
|
ą═╠¢(h©żo) |
┤·╠¢(h©żo) |
Ąū┐ū│▀┤ń(mm) |
|
|
M2.5Ī┴0.45 |
FH(S)-M2.5-L |
2.5 |
|
|
M3Ī┴0.5 |
FH(S)-M3-L |
3 |
|
|
M3Ī┴0.5 |
NFH(S)-M3-L |
4.8 |
|
|
M4Ī┴0.7 |
FH(S)-M4-L |
4 |
|
|
M4Ī┴0.7 |
NFH(S)-M4-L |
4.8 |
|
|
M5Ī┴0.8 |
FH(S)-M5-L |
5 |
|
|
M6Ī┴1.0 |
FH(S)-M6-L |
6 |
|
ūóŻ║╝ėS×ķ▓╗õPõō▓─┴ŽŻ¼FH×ķłAŅ^Ż¼NFH×ķ┴∙ĮŪŅ^Ż¼L×ķ┬▌ßö┐éķL(zh©Żng)Č╚ĪŻ
- ╔Žę╗Ų¬Ż║Æü╣Ōī”(du©¼)304▓╗õPõō░¶║═316L▓╗õPõō░¶Ą─ĮM┐Ś║═ąį─▄Ą─ė░Ēæ 2016/5/16
- Ž┬ę╗Ų¬Ż║6į┬2╚šÅU▓╗õPõōąąŪķįńķgī¦(d©Żo)ūx 2012/5/23