304���P䓹ܹܵ��Ⱥ��C�������g
2017-2-7 18:24:49 �c����
304���P��ܵ��Ⱥ��C�������g
�ܵ����ԄӺ��¿ڵĜʂ�
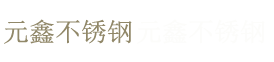
�ܵ����ԄӺ���Ҫ���õ��¿���ʽ���¿���ʽ���ߴ���D5-67��ʾ���¿ڵ��|��ֱ�ӛQ�������p���|�����¿����ΙC�����ܺͲ����ߵ�ˮƽ�Q�����¿ڵ��|�������ԑ��x���������á��ӹ�Ч�ʸߵ��¿����ΙC�����ڳ��ù����^�y���_�y���ͺ��¿ڵijߴ���`����ԑ�����(j��)���ӹ�ˇ�u�������P�˜��������õĜy�����ߣ����ӹ���ÿ���¿��M�Мy����ÿ���¿ڵĜy���c��(sh��)��������4�c����4�c�������������A���ϡ����ܿ�ƽ���c���S���Ĵ�ֱ��Ҳ���M�Мy����ÿ10���¿����ٜy��һ�����y���c��(sh��)ͬ�Ӳ�������4�c����4�c�������������A���ϡ�����l(f��)�F(xi��n)�¿ڳߴ�ʹ�ֱ���г��ˬF(xi��n)��회��¿����ΙC�M���{�����������ϸ���¿������M�мӹ������ڲ����Ԅӻ����ӣ��¿ڳߴ��횿����ں��ӹ�ˇ�u���͘˜�Ҫ��ķ����ȣ��ґ������_���¿ڳߴ��һ���ԡ�
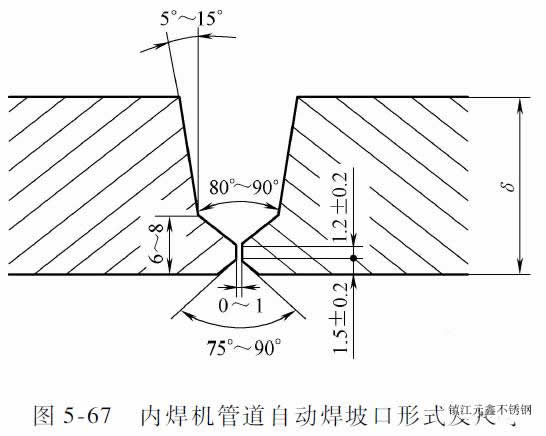
���¿����ΙC���D5-68����Ч���܉�M��Ҫ���ǰ���£���������ӹ����¿�ȫ�������꣬���ӹ����¿ڲ��^ҹ��
�ܵ��Ⱥ��C���Ӳ���
1���z�飺�����ڽM�bǰ���z�麸�ڵijߴ��Ƿ����Ҫ���������Ƿ�M��Ҫ���¿ڼ��¿ڃɂ�100mm�����ȵ��F�P�����ۡ�ˮ�������Ƀ����¿ڼ��¿ڃɂ�20mm�����ȑ�Ҋ���ٹ�ɣ���
2���M�b���M�b�r���������g϶�����e߅��������ڲ��ɱ�����g϶���e߅���t��횱��C�g϶���e߅���ژ˜����S�ķ����ȣ������M�����e߅�����������A���ϡ�������ڹܿڙE�A��ԭ���e߅���ܾ����������A���ϣ��t�����e߅�M����������λ�á������F(xi��n)�˲��ɱ�����g϶��ͬ�ӑ����g϶�M���ܷ�������λ�á�
3�������Ķ�λ��Ҫ��6�������ʴ_�ض�λ���¿ڵ����ģ�ƫ��ô���1mm��
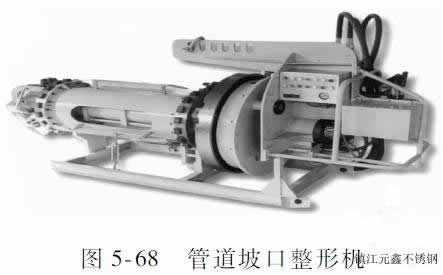
4�����ӣ�һ�Мʂ�;w�Ɇ��Ӻ��ӳ����ӕr��Ҫ�S�r�^��������Ĺ�����r����Ҫ�Ǻ��������늻�늉����Ƿ�������������F(xi��n)�^��IJ��ӣ��������ͣ�C�M�Йz�飬�ҳ�ԭ�������ų��������º��ӡ�ֱ����1219mm��䓹܃Ⱥ��C���������ĺ��Ӆ���(sh��)Ҋ��5-26��
�(zh��n)����Ԫ�β��P�����˾�L�ڃ�(y��u)�ݹ������P䓰������P�A䓡����P䓽z �����P䓹ܡ����P䓰塢���P��䓡����P����z�����P��䓡����P��䓡�ģ��䓡����P����ǰ������P����A�����P䓮���䓡����P�ĥ��������P䓟o�p�ܡ�(li��n)ϵ�Ԓ��0511-85038877 ��13952847112 ����:0511-85083338��
- ��һƪ����ý�uՓ���Ї���ǰ���߂�ȫ���Ϣ���A�͗l�� 2017/2/8
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23