304▓╗õPõō║═321▓╗õPõō║ĖĮėūóęŌ╩┬ĒŚ
2016-11-4 20:49:47 ³cō¶Ż║
×ķ┴╦╠ßĖ▀─═╬gąį║═┐╣┴čąįŻ¼▓ó┐╝æ]ĄĮŖW╩Ž¾wõō╚ń304▓╗õPõō║═321▓╗õPõōĄ─╬’└Ēąį─▄Ż¼¼F(xi©żn)īó║ĖĮėŖW╩Ž¾wõōĢr▒žĒÜūóęŌĄ─å¢Ņ}Üw╝{╚ńŽ┬Ż║
1) ▒žĒÜĖ∙ō■(j©┤)─Ė▓─Ą─│╔ĘųĪó«a(ch©Żn)ŲĘ╩╣ė├ę¬Ū¾š²┤_Ąž▀xō±║ĖŚlĪŻ▒Ē8-3┴ą│÷┴╦ÄūĘNć°«a(ch©Żn)║ĖŚlą═╠¢╝░Ųõ╠ž³cŻ¼ęį╣®ģó┐╝ĪŻė╔ė┌▓╗õPõōĮī┘ŽĄ┴ą║▄ČÓŻ¼├┐ę╗┼Ų╠¢║ĖŚlČ╝ėąŲõūŅ▀mė├Ą─╣żū„Śl╝■Ż¼▀xō±Ģrę¬▀m«ö(d©Īng)ĪŻŖW╩Ž¾wõō║ĖŚlŻ¼░┤╦ÄŲżŅÉą═üĒšfŻ¼│Żė├Ą─ėąĄ═ÜõŌcą═║═ŌüŌ}ā╔ŅÉĪŻŌüŌ}ą═║ĖŚl╚ńEB0-19-10-03ĪóEB0-18-120Mo2-03Ą╚Ż¼ļŖ╗Ī┤®═Ė£\Ż¼▀mė┌▒Ī░ÕŲĮ║Ė╬╗ų├║ĖĮėĪŻ╚¶ė├ų▒┴„║ĖĮėļŖį┤ĢrŻ¼ę▓┐╔▀Mąą╚½╬╗ų├║═ųą░ÕĄ─║ĖĮėŻ¼Ą½ę¬Ū¾╝╝ąg(sh©┤)╩ņŠÜĪŻĄ═ÜõŌcą═║ĖŚl╚ńEB0-19-10Nb-15ĪóEB1-23-13-15Ą╚▀mė┌╚½╬╗ų├║═ųą║±░ÕĄ─║ĖĮėŻ¼▓╗ęū«a(ch©Żn)╔·ŖAį³Īó╬┤║Ė═ĖĄ╚╚▒Ž▌ĪŻÅ─┐╣┴čĮŪČ╚┐╝æ]Ż¼āAŽ“ė┌▓╔ė├Ą═ÜõŌcą═║ĖŚlŻ¼Ą½║Ė┐p│╔ą╬▓╗╚ńŌüŌ}ą═Ż¼ę“Č°ī”─═╬gąįę▓ėąą®▓╗└¹ĪŻŻ©http://www.powertools247.comŻ®

Ė„ĘN▓╗õPõō║ĖŚl╩╣ė├ų«Ū░Ż¼Č╝▒žĒÜ▀Mąą║µ┐ŠĪŻŌüŌ}ą═║ĖŚlæ¬(y©®ng)Įø(j©®ng)150Īµ║µĖ╔1hŻ¼Ą═ÜõŌcą═║ĖŚlæ¬(y©®ng)Įø(j©®ng)200Ī½250Īµ║µĖ╔1hĪŻ║µ┐ŠĢrķg║═£žČ╚Č╝▓╗Ą├│¼▀^ę¬Ū¾Ż¼ę▓▓╗─▄ČÓ┤╬ųžÅ═(f©┤)║µ┐ŠŻ¼ęį├Ō╦ÄŲżūā┘|(zh©¼)╗“├ō┬õĪŻ
2)▓╗õPõō║ĖĮėĢr▒M┴┐▓╔ė├ų▒┴„ļŖį┤Ż¼▒M╣▄ŌüŌ}ą═║ĖŚl╩ŪĮ╗ų▒ā╔ė├║ĖŚlŻ¼Ą½▓╔ė├Į╗┴„Ģr╚į┤µį┌ļŖ╗Ī▓╗ē“ĘĆ(w©¦n)Č©Īó’w×R▌^┤¾Ą╚å¢Ņ}ĪŻ▓╔ė├ų▒┴„ļŖį┤ĢrČ╝ęįĘ┤ĮėĘ©▀Mąą╩®║ĖŻ¼▀@śė║ĖŚl×ķš²śO£žČ╚Ė▀Īó╚█╗»╦┘Č╚┐ņĪó╚█Ę¾ŽĄöĄ(sh©┤)┤¾Ż¼┐╔ęį£p╔┘║ĖĮėīėöĄ(sh©┤)Ż¼═¼Ģrėų╩╣╣ż╝■╩▄¤ß│╠Č╚ėą╦∙£pąĪŻ¼ėą└¹ė┌Ę└ų╣╣ż╝■▀^¤ßŻ¼£pąĪ«a(ch©Żn)╔·Ė»╬gĄ─āAŽ“ĪŻ║ĖĮėĢrŻ¼▒M┴┐▓╔ė├ąĪļŖ┴„Īó▓╗ö[äėĪó┐ņ╦┘║Ėęį╝░ÅŖŲ╚└õģsĄ─┤ļ╩®ĪŻ▀@śė┐╔ęį┐sČ╠¤ßė░Ēæģ^(q©▒)╠Äė┌├¶╗»£žČ╚ģ^(q©▒)ķgĄ─ĢrķgŻ¼Ę└ų╣╚█│ž▀^¤ß║═£pąĪ║ĖĮėæ¬(y©®ng)┴”Ż¼ę“Č°ėą└¹ė┌╠ßĖ▀ĮėŅ^Ą──═Ė»╬gąį║═┐╣┴čąį─▄ĪŻ║ĖĮėļŖ┴„▒╚Ųš═©╠╝õōąĪ10%Ī½20%ĪŻ║±░ÕęįČÓīė║ĖĢrŻ¼æ¬(y©®ng)▒▄├Ōīėķg£žČ╚▀^Ė▀Ż¼ę╗░ŃąĶ┤²Ū░ę╗īė║Ė┐p└õģsĄĮ60ĪµęįŽ┬ĘĮ┐╔║ĖĮėŽ┬ę╗īėĪŻ┤╦═ŌŻ¼▓╗õPõō║ĖŚlųą║¼ėąTiĪóNbĪóAlĄ╚į¬╦žī”觥─ėH║Ž┴”▌^┤¾Ż¼×ķĘ└ų╣Įī┘į¬╦ž?z©”)²ōpŻ¼▒žĒÜ▓╔ė├Č╠ļŖ╗ĪĪŻ
3)Įėė|Ė»╬gĮķ┘|(zh©¼)ę╗é╚(c©©)Ą─║Ė┐pŻ¼æ¬(y©®ng)«ö(d©Īng)ūŅ║¾▀Mąą║ĖĮėĪŻ═¼Ģr▀Ćæ¬(y©®ng)▒M┐╔─▄▒▄├Ō╩«ūųĮ╗▓µ║Ė┐pŻ¼║Ė┐pĮ╗Įė╠Äę¬Õeķ_ę╗Č©ŠÓļxĪŻ║Ė┐p▒Ē├µæ¬(y©®ng)«ö(d©Īng)ŲĮš¹Ż¼Ūą╬░╝═╣▓╗ŲĮĪŻ║Ė┐pĖ∙▓┐Įėė|Ė»╬gĮķ┘|(zh©¼)ĢrŻ¼ę¬▒ŻūC║Ė═ĖŻ¼Į¹ų╣ėÓ┴¶ē|░ÕĪŻ
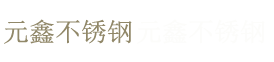
4)║ĖĮėļŖ└|┐©Ņ^į┌╣ż╝■╔Žę¬┐©ŠoŻ¼ęį├Ō░l(f©Ī)╔·┤“╗Ī¼F(xi©żn)Ž¾Ż¼¤²é¹▒Ē├µĪŻę²╗Ī┐╔ęį▓╔ė├äØ▓┴Ę©Ż¼Ą½ūŅ║├▓╔ė├┼÷ō¶Ę©Ż¼▓óŪęČ╝æ¬(y©®ng)į┌Ų┬┐┌ā╚(n©©i)▀MąąĪŻć└Į¹į┌õō░Õ╔ŽļS▒Ńę²╗ĪŻ¼ęį├ŌļŖ╗Ī▓┴é¹╠ÄĖ»╬gąį─▄Ą─ĮĄĄ═ĪŻĖ³ōQ║ĖŚl╗“š▀║ĖĮėųąöÓ║¾└^└m(x©┤)║ĖĮėĢrŻ¼ųžą┬ę²╗ĪĄ─╬╗ų├æ¬(y©®ng)į┌ļx─®╬▓║Ė³c10mmĄ─║ĖĄ└╔ŽŻ¼╚╗║¾ęįŲš═©║Ė╦┘īóļŖ╗ĪęŲĄĮ─®╬▓║Ė³c╔ŽŻ¼▀MąąĮėŅ^Ą─║ĖĮėĪŻ£ń╗ĪĢrŻ¼ę╗░Ńæ¬(y©®ng)░čļŖ╗ĪęŲĄĮ╚█│žĄ─║¾ĘĮ╗“é╚(c©©)║¾ĘĮŻ¼╚╗║¾Ž©£ńĪŻ▀@śė┐╔ęį╩╣╩š╗Ī³cųØu┐sąĪŻ¼▓óŪę┬õį┌║ĖĄ└╔ŽŻ¼╚ńłD8-23╦∙╩ŠĪŻŲõā×(y©Łu)³c╩Ū╩š╬▓╚█│ž’¢ØMŻ¼▓╗ęū«a(ch©Żn)╔·┴č╝yĪŻ
ŖW╩Ž¾w▓╗õPõō║ĖĮėīŹ└²
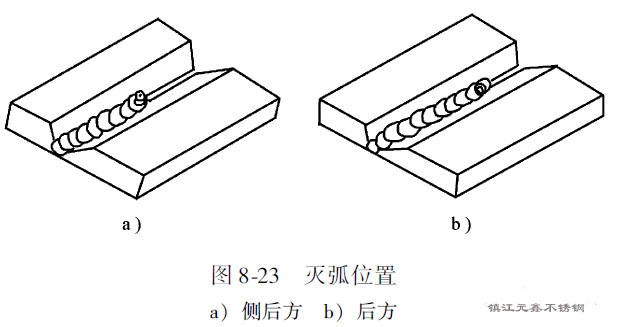
─│║Ž│╔╦■═▓¾w▓╔ė├▓─┴Ž×ķ1Cr18Ni9Ti▓╗õPõōųŲū„Ż¼░Õ║±×ķ2mmŻ¼═▓¾wų▒ÅĮ940mmŻ¼ķL9mmĪŻ╣żū„ē║┴”1~76MPaŻ¼£žČ╚Ī▄530ĪµĪŻ═▓¾w║Ė║¾ę¬Ū¾║Ė┐p┐éķLĄ─25%▀MąąX╔õŠĆÖz£yĪŻ
═▓¾w┐v┐pĪóŁh(hu©ón)┐pĄ─Ų┬┐┌ą╬╩ĮŠ∙×ķVą╬Ż¼╚ńłD8-33╦∙╩ŠĪŻŲ┬┐┌ė├ÖCąĄ╝ė╣żĘĮĘ©╗“ė├╠╝╗ĪÜŌ┼┘┼┘│╔Ż¼ÜŌ┼┘║¾Ą─Ų┬┐┌▒Ē├µę¬ŪÕ│²╚█į³Ż¼▓ó┤“─ź╣Ō┴┴ĪŻ═▓¾w╦∙ėą┐vŁh(hu©ón)║Ė┐pĄ─Ų┬┐┌ķ_į┌═▓ā╚(n©©i)Ż¼Ōg▀ģķ_į┌═▓═ŌĪŻŲõā×(y©Łu)³c╩Ū║ĖĖ∙į┌═▓¾w═ŌŻ¼▒Ńė┌╠╝╗ĪÜŌ┼┘▀MąąŪÕĖ∙▓┘ū„Ż¼Ę└ų╣¤²ē─ę┬Ę■║═ĀCé¹Ż╗┴Ē═ŌŻ¼ÜŌ┼┘«a(ch©Żn)╔·Ą─╚█į³▓╗š│į┌═▓¾wā╚(n©©i)▒┌╔ŽŻ¼▒ŻūC═▓ā╚(n©©i)╣ŌØŹŻ¼╠ßĖ▀─═╬gąįĪŻ
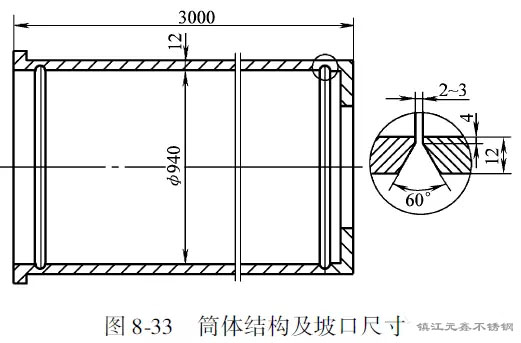
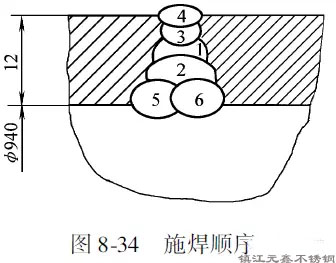
═▓¾w│╔ą╬║¾čb┼õČ©╬╗║ĖŻ¼├┐Ė¶200Ī½250mmČ©╬╗║Ė25mmŻ¼Č©╬╗║Ė┐pĖ▀Č╚×ķ4Ī½5mmĪŻ╩®║ĖĒśą“╚ńłD8-34╦∙╩ŠĪŻŽ╚į┌═▓ā╚(n©©i)║ĖĮėĄ┌1Ī½2Ą└Ż¼▀@ā╔Ą└║Ė┐pĄ─Ų║Ė║═ĮKų╣Č╦æ¬(y©®ng)ŽÓĘ┤ĪŻ╚╗║¾į┌═▓═ŌŪÕ└Ē║ĖĖ∙Ż¼į┘║ĖĄ┌3Ī½4Ą└ĪŻ═¼śėūóęŌĖ„Ą└ų«ķgĄ─Ų║Ė┼cĮKų╣ĘĮŽ“ꬎÓĘ┤ĪŻ▀@śė║Ė▓©Õeķ_ęį├Ō«a(ch©Żn)╔·ŖAį³ĪŻ║ĖŚl▓╗ū„ÖMŽ“ö[äėŻ¼ī”£╩(zh©│n)ųąą─ŠĆ║ĖĮėĪŻŪÕ└Ē║ĖĖ∙Ģrį┌═▓═Ōė├╠╝╗ĪÜŌ┼┘▀MąąŻ¼╠╝░¶ų▒ÅĮ×ķ8mmŻ¼ļŖ┴„×ķ250Ī½300AŻ¼╠╝░¶┼c║Ė┐pŖAĮŪ45ĪŃŻ¼┼┘▓█╔Ņ4mmŻ¼īóĄ┌ę╗īė║ĖĄ└Ė∙▓┐┐╔─▄ėą╚▒Ž▌Ą─Įī┘╚½▓┐┼┘│²Ż¼┼┘║¾ŪÕ│²╚█į³ĪŻ«ö(d©Īng)?sh©┤)┌╚²Īó╦─īė║ĖĄ└║Ė═Ļų«║¾Ż¼ūŅ║¾į┌═▓ā?n©©i)║ĖĮė┼cĖ»╬gĮķ┘|(zh©¼)ŽÓĮėė|Ą─Ą┌╬ÕĪó┴∙īė║ĖĄ└ĪŻ
Łh(hu©ón)┐pį┌═▓¾w═Ō▓┐▀MąąČ©╬╗║ĖŻ¼ų«║¾īó═▓¾wĄ§Ę┼į┌▐D(zhu©Żn)╠ź╔ŽŻ¼║Ė╣żį┌═▓ā╚(n©©i)║ĖĮėŻ¼▐D(zhu©Żn)╠ź▐D(zhu©Żn)äėĄ─ķ_ĻP(gu©Īn)čbį┌├µšų╔ŽŻ¼ė╔║Ė╣żūį╝║┐žųŲ▐D(zhu©Żn)äė╦┘Č╚Ż¼▀ģ║Ė▀ģ▐D(zhu©Żn)Ż¼▒Ż│ųŲĮ║Ė╬╗ų├Ż¼╩®║Ė┤╬ą“┼c┐v┐pę¬Ū¾ŽÓ═¼ĪŻĄ┌1Ą└║ĖĮėĢr▓╔ė├║ĖŚlų▒ÅĮ×ķ4mmŻ¼║ĖĮėļŖ┴„×ķ120Ī½140AĪŻŲõ╦¹Ė„Ą└║ĖĮėļŖ┴„×ķ130Ī½150AĪŻ
µé(zh©©n)ĮŁ╩ąį¬÷╬▓╗õPõōėąŽ▐╣½╦Š╔·«a(ch©Żn)õN╩█Ż║Ė„ĘN▓─┘|(zh©¼)▓╗õPõō░¶Ż¼▓╗õPõō╣▄Ż¼▓╗õPõō░ÕŻ¼▓╗õPõōĮzŻ¼▓╗õPõō▒ŌõōŻ¼▓╗õPõō▓█õōŻ¼─ŻŠ▀õōĄ╚Ż¼ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Ė±²R╚½│Ż─ĻÄņ┤µ5000揯¼│ąĮė▓╗õPõōŠ½╝ė╣żśI(y©©)äš(w©┤)Ż¼ÜgėŁą┬└Ž┐═æ¶üĒļŖĪŻ
┬ō(li©ón)ŽĄļŖįÆŻ║0511-85038877 é„šµŻ║0511-85083338
╩ųÖCŻ║13952847112 ┬ō(li©ón)ŽĄ╚╦Ż║ųņĮø(j©®ng)└Ē
- ╔Žę╗Ų¬Ż║ĶF╩Ū╚ń║╬ę▒¤ÆĄ─Ż┐ 2016/11/4
- Ž┬ę╗Ų¬Ż║6į┬2╚šÅU▓╗õPõōąąŪķįńķgī¦(d©Żo)ūx 2012/5/23