���P䓰��Ͳ��P䓹ܳ���̽���z�y������ԭ��
2017-1-9 20:08:12 �c����
�����z�y�m���ڽ��٣����P䓰������ǽ��ٺ͏ͺϲ��ϵȶ�Nԇ���ğo�p�z�y��ȱ�ݶ�λ�ʴ_���z�y�ɱ��ͣ��ٶȿ죬�O���p�㡣
1Fԭ���c����
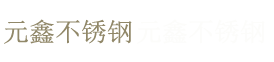
����̽�������ó�������ٲ��ϵ���̎������һ�����M����һ����r���ڽ���߅���l����������c��z�����ȱ�ݵ�һ�N�������������������������̽�^ͨ�����كȲ�������ȱ���c�������r�ͷքe�l�����䲨���ڟɹ������γ��}�_���Σ�����ͨ�^�@Щ�}�_�����Д�ȱ��λ�úʹ�С��
�D����̽��ԭ��ʾ��D
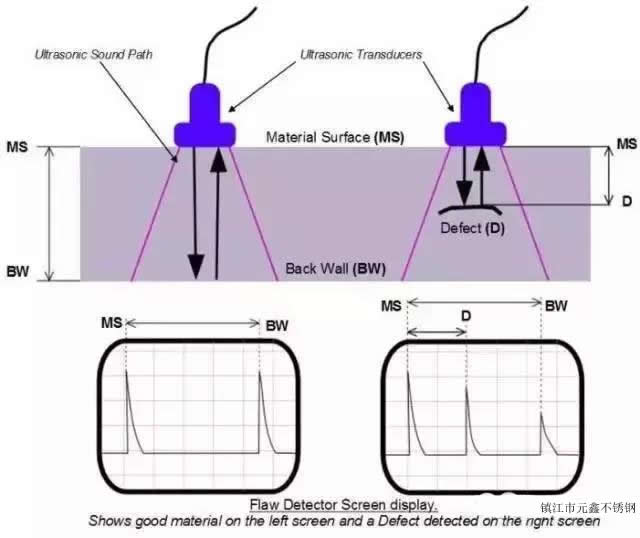
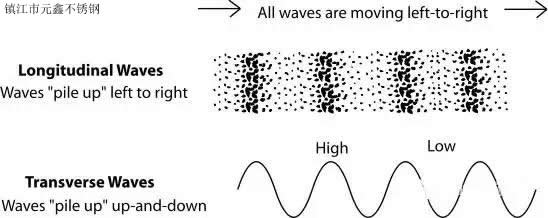
�����z�y������ԭ���ɷ֞�ȱ�ݻز��������������������ηֿɷ֞�v�����M�������沨�Ͱ岨�ȡ��v�����Á�̽�y�����T�V�����ϡ��к�塢����呼����Π���^���ε��Ƽ��������ڵ�ȱ�ݣ��M����̽�y�ܲ��е�������S���ѿp�����������p�еĚ�ס��A�����ѿp��δ����ȱ�ݣ����沨��̽�y�Π�ε��T���ϵı���ȱ�ݣ��岨��̽�y�����е�ȱ�ݡ�
�D���v��&�M��ʾ��D
![]() 2F�z�y�^��
2F�z�y�^��
���z�y�����ɲ��ö�N�z�y���g��ÿ�N�z�y���g�ڌ�ʩ�^���У���������Ҫ���]�����↖�}����z�y�^��Ҳ�������c�������N���z�y���g�ֶ�������ͨ�õļ��g���}����z�y�^��Ҳ���¿ɷ֞����ײ���
1��ԇ���Ĝʂ�
������ߙz�y�Y���Ŀɿ��ԣ������ܙz���IJ�����̖�����ܣ����췽����ˇ���c��Ӱ���ʹ�����ܵ�ȱ�ݷN��γ�ԭ��ȱ�ݵ�****����ȡ��С���ܙz��λ������B���z�˜��M���˽⡣
2���z�y�l���Ĵ_�������������z�y�x��̽�^��ԇ�K�ȵ��x��
���䷽����x��ʹ�����ľ��cȱ������ƽ�棬�e���c****��������ֱ��ȱ����M���ܵؽӽ���ֱ��������õ�ȱ��****��̖�����⣬����ⱻ̽�����Π�ͽY�����ܮa�������׃����̖��ȱ�ݵ��Єe������y�����䷽��߀���x���ڲ������F�@Щ�ɔ_��̖�ķ����ϡ���Ҫ�r���������������M�Йz�顣
![]()
̽�^���x��Ҳ���Ȟ���Ҫ�ġ����鳬�z�y����Ҫ����֮һ��̽�^�ķNܶ࣬�Y����ʽҲ������ͬ���z�yǰ���������z������Π˥�p��r�ͼ��gҪ����x��̽�^��̽�^���x������x��̽�^��ʽ���l�ʡ���Ƭ�ߴ��б̽�^�������(Kֵ)�ȡ�һ������������Π�Ϳ��ܳ��Fȱ�ݵIJ�λ������ȗl�����x��̽��������һ�������_����������ʲô��ʽ��̽�^Ҳ�ʹ_���ˡ�
3���z�y�x�����{��
�ڃx���_ʼʹ�Õr�����x����ˮƽ���Ժʹ�ֱ�����M�Мy�����r�����̶ȿɰ������{��������}�_�ز���ˮƽ���x����Ȼ��̡�
4���߲�
�߲�һ�㿼�]�ɂ�ԭ�t��һ�DZ��Cԇ���������z��^�����������w�Ա�©�z�����ǒ߲��^���������䷽��ʼ�K������Ҏ����Ҫ��һ��˜ʶ�Ҏ���߲��ٶȲ��ô���150mm��s�����ڒ߲��^���Б��o̽�^���m���ĺ�һ�µĉ���������̽�^�Ƅ�ƽ�����߲��^���У�̽�^�ķ������Ւ߲鷽ʽ��Ҏ��(б��̽�^�ȑ�ע��)��
���̽�^�Ƅӷ���ĸ�׃���چ�̽�^̽�����������䲨�ķ����׃��ʹȱ�ݙz���`����׃���������p̽�^��̽�����t��ʹ������䲨���ܞ���һ̽�^���ա����Ԟ���©�z��ÿ�Β߲鑪��һ�������������w�ʡ�
5��ȱ�ݵ��u��
ȱ�ݵľ��w�u���������@���҂���ʡ���ˡ����dȤ�����ѿ��Բ�醌����ć��Ҙ˜ʡ�
6���Y��ӛ��c���ľ���
3F��ȱ�c
1����Ҫ���c
����������̽�y��ȿ��_���ף��`���ȸߣ��ɰl�F�cֱ���sʮ��֮���Ŀ՚�϶���������ஔ�ķ����w���ڴ_���Ȳ������w��λ��С���Π�ȷ����^��ʴ_���������ṩȱ�ݙz�Y��;������ȫ,�O���p�㡣
2����Ҫȱ�c
����̽����ȱ�ݵ��@ʾ��ֱ�^��̽�����g�y�ȴ������ܵ��������^���ص�Ӱ푣����ֲڡ��ΠҎ�t��С������Ǿ��|�����y�ԙz�飻�����l�Fȱ����ʮ�֜ʴ_�Ķ��ԡ����������������y�����m���п�ǻ�ĽY����
![]() 4F�o�p�z�y��32����Ҋ���}
4F�o�p�z�y��32����Ҋ���}
1��ʲô�ǟo�p̽��/�o�p�z�y��
(1)�o�p̽�����ڲ��p�Ĺ�����ԭ���Ϲ�����B��ǰ���£������z���ı���̓Ȳ��|���M�Йz���һ�N�yԇ�ֶΡ�
(2)�o�p�z�y��NondestructiveTesting���s�� NDT��
2�����õ�̽����������Щ��
�o�p�z�y�����ܶ���������������{�з������J��ɷ֞�����s70��N�����ڌ��H�����б��^��Ҋ�������N��
��Ҏ�o�p�z�y�����У�
�����z�y Ultrasonic Testing���s�� UT����
���侀�z�y Radiographic Testing���s�� RT����
���ŷۙz�y Magnetic particle Testing���s�� MT����
���B�z� Penetrant Testing ���s�� PT����
���u���z�yEddy current Testing���s�� ET����
�dz�Ҏ�o�p�z�y���g�У�
���l��Acoustic Emission(�s�� AE)��
���z�yLeak Testing���s�� UT����
����ȫϢ����Optical Holography��
���t������Infrared Thermography��
�����z�y Microwave Testing
3������̽���Ļ���ԭ����ʲô��
����̽���x�ķN��࣬���ڌ��H��̽���^�̣��}�_����ʽ����̽���x���õ����V����һ���ھ���IJ����У�ȱ�ݵĴ��ڌ���ɲ��ϵIJ��B�m���@�N���B�m����������迹�IJ�һ�£��ɷ��䶨���҂�֪���������ڃɷN��ͬ�迹�Ľ��|�Ľ������ό����l�����䣬������������Ĵ�С�c�������߅���|�迹�IJ�ͽ������ȡ��С���P���}�_����ʽ����̽���x���Ǹ����@��ԭ���OӋ�ġ�
Ŀǰ��yʽ���}�_����ʽ����̽���x����A���跽ʽ�ģ����^A�����@ʾ��ʽ���@ʾ���ęM�����dz����ڱ��z�y�����еĂ����r�g���߂������x���v�����dz������䲨�ķ�ֵ��Ʃ�磬��һ��䓹����д���һ��ȱ�ݣ������@��ȱ�ݵĴ��ڣ������ȱ�ݺ�䓲���֮�g�γ���һ����ͬ���|֮�g�Ľ����棬������֮�g���迹��ͬ�����l��ij��������@������֮�͕��l������(Ҋ�D1)��������������ֱ�̽�^���ܵ������@ʾ��Ļ�ЙM���˵�һ����λ�þ͕��@ʾ����һ�����䲨�IJ��Σ��M���˵��@��λ�þ���ȱ���ڱ��z�y�����е���ȡ��@�����䲨�ĸ߶Ⱥ��Π���ͬ��ȱ�ݶ���ͬ����ӳ��ȱ�ݵ����|��
4������̽���cX�侀̽������^�к���ȱ�c��
����̽����X�侀̽�������^�ߵ�̽���`���ȡ����ڶ̡��ɱ��͡��`��㡢Ч�ʸߣ������w�o���ȃ��c��ȱ�c�nj���������Ҫ��ƽ����Ҫ���н��ęz��ˆT���ܱ�eȱ�ݷN���ȱ�ݛ]��ֱ�^�ԣ�����̽���m���ں���^�������z
5������̽������Ҫ��������Щ��
��1�������ڽ��|�Ђ����r���ڲ�ͬ�|�����Ͼ��з�������ԣ�������ȱ�ݣ�ȱ�ݵijߴ���ڻ���ڳ������L�r���t������ȱ���Ϸ������̽���x�Ɍ����䲨�@ʾ��������ȱ�ݵijߴ�����С�ڲ��L�r�������@�^�侀�����ܷ��䣻
��2�����ķ����Ժã��l��Խ�ߣ�������Խ�ã��Ժ�խ�IJ�������|��ݗ�䣬���ڴ_��ȱ�ݵ�λ�á�
��3�������Ă������������l�ʞ�1MHZ��100��Ɲ���ij��������������������ஔ�������ͬ���l�ʞ�1000HZ����Ɲ��������100�f����
6��������̽�����14���וr�����x�������������l��Ҫ�������Pϵ���ӣ�
�y�L�� ��1 �� 6 ��12dB
������ ��1 �� 6 ��6dB��
�жȾ� ��1 �� 6 ��2dB
7���ó�����̽���r���ײ���ʧ������ʲôԭ����ɵģ�
��1����������ȱ�ݣ���2��������ȱ�ݣ���3���Aб��ȱ�ݣ���4������Ƥ�c䓰�Y�ϲ��á�
8������������̽���У��������ڽ��|�Ђ����r����˥�p��ԭ����ʲô��
��1�������ĔUɢ�������x���ӣ�����������������λ��e�ϵ������p�١�
��2�����|˥�pһ�ǽ��|ճ������������գ����ǽ��|�����s�y���������ɢ�䡣
9��ԇ�K����Ҫ������ʲô��
��1��У��`���ȣ���2��У�ʒ��辀�ԡ�
10���ó���������δ�呼�̽��������õײ��{��̽����ʼ�`���Ȍ����������к�Ҫ��
��1��������ƽ����̽���棻
��2��������ƽ��������һ���Ĺ❍�ȡ�
11������̽���x��̽�^Kֵ�������lԭ�t��
��1�����߲鵽�������p���棻
��2�����M����ֱ����Ҫȱ�ݣ�
��3���������`���ȡ�
12������̽���x��Ҫ���Ďײ��ֽM�ɣ�
��Ҫ���·ͬ���·���l�·�������·��ˮƽ�����·���@ʾ�����Դ�Ȳ��ݽM�ɡ�
13���l���·����Ҫ������ʲô��
��ͬ���·ݔ���ͬ���}�_��̖���|�l�l���·�������a�����l��}�_��̖���Ƭ���a�����l��ӣ����ڽ��|�Ȯa��������
14������̽���У���Ƭ����ͱ�̽��������֮�gʹ����τ���ԭ����ʲô��
��Ƭ����ͱ��z��������֮�g�Ŀ՚��g϶����ʹ������ȫ���䣬���̽���Y�����ʴ_�͟o��̽����
15��JB1150��73�˜���Ҏ�����Єeȱ�ݵ����N��r��ʲô��
��1���o�ײ�ֻ��ȱ�ݵĶ�η��䲨��
��2���o�ײ�ֻ�ж����Ɂy��ȱ�ݲ���
��3��ȱ�ݲ��͵ײ�ͬ�r���ڡ�
16��JB1150��73�˜���Ҏ���ľ��x�D�D������������;��ʲô��
���x�D�D����������Ҫ�����ж�ȱ�ݴ�С���o��˜��ṩ�����������ЏU�������������y�L�����l�����M�ɣ�
�ЏU���D�D�ж�ȱ�ݵ�****���S������
�������D�D�ж�ȱ�ݵĴ�С���L�ȵĿ��ƾ���
�y�L���D�D̽����ʼ�`���ȿ��ƾ���
17��ʲô�dz�����
��M���������Ŀ��g�г�����
18����ӳ������������Ҫ������ʲô��
��ӳ������������Ҫ���������������迹�����Uɢ�ǡ��������h���^��
19��̽���x����Ҫ������ָ����ʲô��
�ֱ������ӑB������ˮƽ���ԡ���ֱ���ԡ��`���ȡ�����ȡ�
20������̽���x���@ʾ��ʽ�ɷ֎N��
��1��A���@ʾʾ�����M���˴����������f���r�g������x���v���˴�������ز��ĸ߶�
��2��B���@ʾʾ�����M���˴����������f���r�g������x�����@��@ʾ�õ�����̽�^�߲���ȷ���Ĕ���D��
��3��C���@ʾ�x��ʾ�����������z������ͶӰ�棬�@�N�@ʾ���L��ȱ�ݵ�ˮƽͶӰλ�ã������ܽo��ȱ�ݵ������ȡ�
21������̽�^����Ҫ������ʲô��
1��̽�^��һ����Q���������܌����������D�Q����}�_��
2�����Ƴ����Ă���������������еij̶ȣ�����׃̽�^����ǻ��׃�����ĔUɢ�Ǖr����ʹ������Ҫ��������ͬ�ĽǶ�������|�Ȳ����׃����ָ���ԣ���߷ֱ��ʣ�
3�����F�����D�Q��
4�����ƹ����l�ʣ��m���ڲ�ͬ�Ĺ����l����
22����ʲôҪ�ӏ�����̽����䛺͈�湤����
�κι������^����̽������횳����z���������ԓ�����|���Éĵđ{�C��һ�����_��̽����棬�������ɿ���̽�y�����ͽY���⣬�ܴ�̶���ȡ�Q��ԭʼӛ䛺���������̽������Ƿdz���Ҫ�ģ�����҂��z���˹�������ӛ�Ҳ������棬��ô̽���z��ͺ��o���x��
23���o�p�z�y����Щ���ã�
���Õr�C���OӋ�A�Σ������^�̣���Ʒ�z���ۙz�顣
���Ì�����ϣ����١��ǽ��ٵȣ������N���������Ӽ���呼����T���ȣ������N���̣���·���O��ˮ�ν��O���������O���C�����O�ȣ���
24���������p̽���r��ȱ�ݶ�λ�x���r�g���辀���{�����ĎN������
��ˮƽ��λ�x����ֱ��λ���̶�λ���N����
25���ڳ���̽���аѺ��p�е�ȱ�ݷ֎�������M�з��
�ں��p����̽����һ��Ѻ��p�е�ȱ�� �ֳ�����c��ȱ�ݡ�����ȱ�ݡ����ȱ�ݡ�
�ڷ���а��L��С��10mm��ȱ�ݽ����c��ȱ�ݣ�һ�㲻�y�L��С��10mm��ȱ�ݰ�5mmӋ�����L�ȴ���10mm��ȱ�ݽо���ȱ�ݡ����L�ȴ���10mm�߶ȴ���3mm��ȱ�ݽ����ȱ�ݡ�
26������ԇ�K��������ʲô��
����ԇ�K��������У�x����̽�^�����ܣ��_��̽����ʼ�`���ȣ�У�ʒ��辀�ԡ�
27��ʲô��б̽�^����Ǧµ����_ֵ��
б̽�^����ǵ����_ֵ�Q��Kֵ��������б̽�^�����c�������c��ˮƽ���x��������ȵı�ֵ��
28�����ֲ��o�p̽���z��ĺ��p�аl�F�в����S��ȱ�ݕr����k��
����ȱ�ݵ����L�������ɲ�λ���a���侀̽�����a��z����p�|����Ȼ�Б��Ɍ�ԓ���p��ȫ��̽����
29������̽���x��ͬ����̖�l��������Ҫ������ʲô������Ҫ�����Ķ������·������
ͬ���·�a��ͬ���}�_��̖�������|�l�x���������·ͬ�r�f�{����������Ҫ����ͬ���l���ͬ������������·��
30���o�p�z�y��Ŀ�أ�
1�����M���칤ˇ��2����������ɱ���3����߮aƷ�Ŀ����ԣ�4�����C�O��İ�ȫ�\�С�
31.��̽�x�����ü���Ҫ�����ИI
��̽�x��һ�N��yʽ���I�o�p̽���x�������܉���ٱ�ݡ��o�p�������_���M�й����Ȳ���Nȱ�ݣ����p���Ѽy���A�s���ۯB����ס�ɰ�۵ȣ��ęz�y����λ���u�����\�ࡣ�ȿ������ڌ���ң�Ҳ�������ڹ��̬F�������x���܉�V���ؑ���������I����Fұ��I�����ټӹ��I�������I����Ҫȱ�ݙz�y���|�����Ƶ��I��Ҳ�V�������ں��պ��졢�F·��ͨ��偠t�����������I������۰�ȫ�z���c�����u�������ǟo�p�z�y�ИI�ı�x��
32.���P����̽���ć��Ҙ˜ʺ��ИI�˜�
����̽�����Ҙ˜ʺ��ИI�˜��У�
1��QB/T 12604.1�C90 �o�p�z�y�g�Z ���z�y
2��JB/T 10061-1999 A���}�_����ʽ��̽���xͨ�ü��g�l��
3��JJG 746-91 ��̽���x ���A���͇�����Ӌ���z��Ҏ��
悽���Ԫ�β��P�����˾�L�ڃ��ݹ������P䓰������P�A䓡����P䓽z �����P䓹ܡ����P䓰塢���P��䓡����P䓺��z�����P��䓡����P��䓡�ģ��䓡����P����ǰ������P����A�����P䓮���䓡����P�ĥ��������P䓟o�p�ܡ�ϵ�Ԓ��0511-85038877 ��13952847112 ����:0511-85083338��
- ��һƪ�����У�����ȫ����������2.7% �Ї��ž���6.5% 2017/1/11
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23